公布日期:2014年04月08日
选择高减振能力橡胶型联轴器XG2的5个理由
提高生产效率的关键!2分钟即可了解缩短整定时间的秘密 ※带语音
伺服系统高速化的关键是什么?

1.缩短整定时间
通过提高伺服马达的极限增益,可缩短整定时间。
2.抑制速度偏差
可抑制因误差调整量而产生的速度偏差和扭矩偏差。
3.抑制振动
阻尼比高,可迅速吸收振动。
4.静音性
可实现引动器驱动的低噪音化。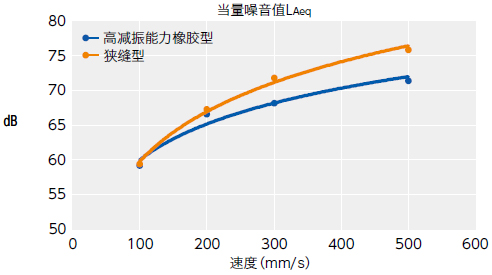
5.高扭矩
与膜片型和狭缝型相比,可在高扭矩下使用。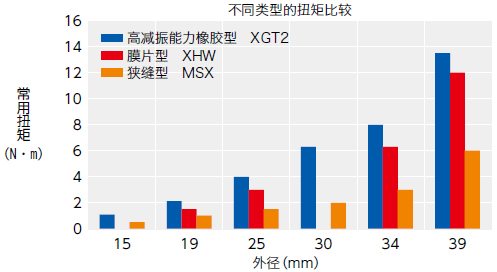


1. 生产效率提高(伺服马达驱动时)
生产效率与整定时间

在使用伺服马达和引动器的生产设备中,使伺服马达和引动器按照程序指令动作,有助于提高生产效率。但是,实际的动作相对于指令往往会出现滞后,想要使引动器在指定位置停止时,停止动作会晚于停止指令。这种滞后称为整定时间。
如果引动器不完全停止,则无法转入下一工序。因此,为了提高生产效率,缩短整定时间非常重要。
伺服马达的增益和整定时间

伺服马达的增益是表示所执行的动作与指令的接近程度的指标。提高增益后可缩短整定时间,但如果增益过高,则会发生共振,从而导致伺服马达失控。为了在抑制共振的同时提高马达的增益,必须对伺服马达的各参数进行微调。然而,由于弹性部使用金属的膜片型等联轴器在提高增益时容易发生共振,因此有时很难通过参数的微调来提高增益。
发生共振时,为了提高旋转系统的刚性,建议更换使用刚性更高的联轴器。但实际上,有时仅更换联轴器很难提高包括滚珠丝杠在内的旋转系统整体的刚性,即使更换为膜片型等高刚性联轴器也可能没有效果。
高减振能力橡胶型
高减振能力橡胶型可在增益高于膜片型的情况下使用,从而缩短整定时间。
此外,由于具有优异的减振性能,可减少烦琐的参数调整作业,以更短的时间对引动器进行最佳调整。
高减振能力橡胶型比膜片型更能提高伺服马达增益的原因,可从波特图看出。与波特图相位延迟-180°的点的0dB之间的增益幅度称为增益裕量,与折点频率的180°之间的相位幅度成为相位裕量。
一般来说,伺服系统中的增益裕量大致为10-20dB,相位裕量大致为40-60°。如果提高伺服马达的增益,则增益裕量将减小。如果增益裕量在10dB以下,则容易发生共振。与膜片型的极限增益相比,高减振能力橡胶型有较大的增益裕量,增益裕量超过10dB。因此,与膜片型相比,更能提高伺服马达的增益。更提高增益裕量,要求联轴器具有高阻尼比与高动态刚性。
- 膜片型极限增益时的增益裕量
-
- 高减振能力橡胶型:17.40dB
- 膜片型:9.90dB

2. 和膜片型的比较
高减振能力橡胶型与膜片型的阻尼比

高减振能力橡胶型的阻尼比远远高于膜片型,可迅速吸收振动。
高减振能力橡胶型与膜片型的动态刚性

高减振能力橡胶型的动态刚性不低于膜片型
动态刚性(N・m/rad) = 振动扭矩(N・m) / 固有频率fn时的振幅 (rad)
高减振能力橡胶型(XG2系列/XG系列)与膜片型联轴器的比较
使用了伺服马达与引动器的右述试验,证实了以下事项。
- 整定时间
- 增益相同时,不会因联轴器而产生差异。要缩短整定时间,使用可提高增益的高减振能力橡胶型。尤其是XG2系列,比使用膜片型更有效。
- 定位精度・重复定位精度
- 不会因增益或联轴器而产生差异。
- 超调量
- 如果提高增益,超调量则会增大;增益相同时,XG2系列的超调量最小。
XG2系列的伺服马达增益可设定得比以往的XG系列高,从而缩短整定时间。
整定时间、定位精度以及超调量测量
- 促动器:MCM08 日本精工(株)制 *滚珠丝杠导程10mm
- 伺服马达:HF-KP13 三菱电机(株)制
- 马达转速 :3000min-1
- 加减速时间 :50ms
- 工件负荷 :3.0kg
- 负载转动惯量比:3.5

测定结果
| 增益 | XG2系列 XGT2 XGL2 XGS2 |
XG系列 XGT-C XGL-C XGS-C |
膜片型 | 考察 | |
|---|---|---|---|---|---|
| 25 | 整定时间(ms) | 12 | 12 | 12 | 膜片型可使用的增益上限值。 XG系列与XG2系列可正常使用。 |
| 定位精度(mm) | 0.002 | 0.002 | 0.002 | ||
| 重复定位精度(mm) | ±0.001 | ±0.002 | ±0.002 | ||
| 超调量(μm) | 0.4 | 0.9 | 0.6 | ||
| 27 | 整定时间(ms) | 8 | 8 | 发生共振 | XG系列可使用的增益上限值。 XG2系列可正常使用。 膜片型因发生共振而无法使用。 |
| 定位精度(mm) | 0.002 | 0.003 | |||
| 重复定位精度(mm) | ±0.002 | ±0.002 | |||
| 超调量(μm) | 0.6 | 1 | |||
| 32 | 整定时间(ms) | 3 | 发生共振 | 发生共振 | 膜片型与XG系列因发生共振而无法使用。 XG2系列可正常使用。 |
| 定位精度(mm) | 0.003 | ||||
| 重复定位精度(mm) | ±0.001 | ||||
| 超调量(μm) | 1.7 |
3. 耐久性・温度特性
因使用次数而引起的性能变化
试验方法(1)
在向联轴器施加常用扭矩的同时使其向某一方向旋转,测量阻尼比与动态刚性。
- 试片
XGT2-25C-12×12

旋转10000万圈之后,阻尼比与动态刚性无较大变化。
试验方法(2)
在单轴引动器上安装马达与联轴器,使工件往复运动,测量阻尼比与动态刚性。
- 试验装置
-
促动器:BG46 日本轴承(株)制 ※滚珠丝杠导程10mm
伺服马达 :HF-KP13 三菱电机(株)制 - 试片
- XGT-25C-12×12
- 试验条件
-
- 马达转速 :3000min-1
- 加减速时间 :10ms
- 工件负荷 :3.0kg
- 负载转动惯量比:3.5
- 试验动作
-
正转(10rev) → 反转(10rev) 重复该动作。
行程100mm、总移动距离4400km - 试验方法
- 测量试验前后的联轴器阻尼比与动态刚性。
- 阻尼比与动态刚性的测定结果
-
试验前 试验后 阻尼比 0.07 0.07 动态刚性 (N・m/rad) 330 330
即使总移动距离达到4400km后,联轴器的性能也无变化。
因温度引起的性能变化

如果温度上升,阻尼比与动态刚性则会下降。XGT2的阻尼比与动态刚性在整个温度范围内都高于XGT。
4. 抑制速度偏差(步进马达驱动时)

- 設定電圧――DC24V
- 分解能――1000p/r
- 惯性力矩――1250×10-7kg・cm2

高减振能力橡胶型有助于抑制恒速旋转时的速度偏差。
